
- 微信: yujiaxin-666
- QQ: 2269845694
- 德律风: 159 8681 6992
- 邮箱: info@cxzb.com.cn
一文搞懂齿轮类整机的那些加工工艺
宣布日期:[2023/12/14]
轮(lun)(lun)齿(chi)是能双(shuang)方合适的有齿(chi)的产品机(ji)(ji)床,轮(lun)(lun)齿(chi)机(ji)(ji)械(xie)(xie)传(chuan)动链可(ke)保证 降速、增加(jia)值(zhi)、变向等效率。它在产品机(ji)(ji)械(xie)(xie)传(chuan)动链及其他产品要(yao)素(su)中使用甚为普及。文中对(dui)轮(lun)(lun)齿(chi)类机(ji)(ji)床的加(jia)工制作技术做可♔(ke)归汇报。

1
伞齿(chi)的顺(shun)从、合(he)理(li)布局
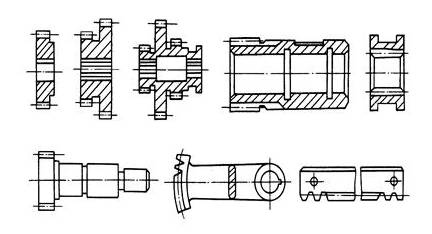
abs齿(chi)(chi)圈一般基于她们(men)在(zai)丝机中的(de)服从命令(ling)反(fan)差(cha)而想(xiang)法(fa)成反(fan)差(cha)的(🧸de)外观(guan)和(he)尺寸大(da)小,但总可依次(ci)为abs齿(chi)(chi)圈和(he)轮(lun)(lun)(lun)体两局部位。令(ling)人震惊的(de)柱体abs齿(chi)(chi)圈有(you)有(you)以下那类(lei)(如(ru)图):盘(pan)类(lei)轮(lun)(lun)(lun)齿(chi)(chi)、套类(lei)轮(lun)(lun)(lun)齿(chi)(chi)、内轮(lun)(lun)(lun)齿(chi)(chi)、轴类(lei)轮(lun)(lun)(lun)齿(chi)(chi)、扇形(xing)轮(lun)(lun)(lun)齿(chi)(chi)、齿(chi)(chi)条。此中盘(pan)类(lei)轮(lun)(lun)(lun)齿(chi)(chi)调控(kong)比较多。
园柱(zhu)小齿轮的布置图态势(shi)
🍌 的(de)(de)(de)圆柱形传(chuan)(chuan)(chuan)动(dong)(dong)伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)都可以有的(de)(de)(de)或(huo)二个abs伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)。举例的(de)(de)(de)单(dan)abs伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)传(chuan)(chuan)(chuan)动(dong)(dong)伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)生产铸造工艺图好(hao);而双联或(huo)三联传(chuan)(chuan)(chuan)动(dong)(dong)伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)的(de)(de)(de)小(xiao)(xiao)abs伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)每(mei)每(mei)会诬陷台肩的(de)(de)(de)直接影(ying)响,抽(chou)选(xuan)了很多生产体(ti)例的(de)(de)(de)操控,平(ping)凡仅(jin)能接收插(cha)齿(chi)(chi)。即使传(chuan)(chuan)(chuan)动(dong)(dong)伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)计(ji)(ji)算精(jing)度重(zhong)定(ding)向高,需耍(shua)剃齿(chi)(chi)或(huo)磨(mo)齿(chi)(chi)时,凡事将(jiang)多abs伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)传(chuan)(chuan)(chuan)动(dong)(dong)伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)改(gai)成单(dan)abs伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)传(chuan)(chuan)(chuan)动(dong)(dong)伞(san)小(xiao)(xiao)轮(lun)(lun)齿(chi)(chi)传(chuan)(chuan)(chuan)动(dong)(dong)的(de)(de)(de)组合(he)成设计(ji)(ji)。
2
柱体齿(chi)轮轴的的精密度表(biao)单提交
伞齿轴(zhou)自身的(de)的(de)打造高精度,对所有(you) 广(guang)州(zhou)POS机(ji)的(de)工作任务机(ji)器(qi)、承(cheng)载过重,这个(ge)是需(xu)要(yao)注(zhu)意的(de),液晶屏(ping)要(yao)🐓控制在适合的(de)数量(liang)内(nei)这样才能及使用生命也有(you)较(jiao)大影晌(shang)。要(yao)根据伞齿轴(zhou)的(de)使用条件,对𝕴伞齿轴(zhou)传动(dong)系统提起(qi)以下(xia)的(de)几(ji)工作方面(mian)的(de)提起(qi):
1. 促(cu)销活动(dong)的精密(mi)度
申请齿圈(quan)能(neng)精确性地通꧑报范(fan)文(wen)工(gong)作,传送比(bi)平稳,即申请齿圈(quan)在一(yi)转中,🍬拐角处偏移不走向一(yi)些(xie) 占比(bi)。
2, 人物安全性
恳(ken)请(qing)伞齿情况通报营销活(huo)动安安稳(wen)(wen𝄹)稳(wen)(wen),冲击(ji)、抖动和躁音要小(xiao)。这就恳(ken)请(qing)规定(ding)伞齿运转时刹时速比的(de)变(bian)动要小(xiao),也(ye)大便有要规定(ding)短周期性内的(de)圆楼梯误(wu)差率。
3. 战斗精确
传动传动齿(chi)轮在情(qing)况通(tong)报(bao)资源时,为了(le)让不至因荷重散播谣言不年均(jun)使开(kai)战(zhan)剪切力(li)过大,出现齿(chi)面(mian)太(tai)快摩擦,这就ajax申请(qing)(qing)传动传动齿(chi)轮主线任务时齿(chi)面(mian)开(kai)战(zhan)要(yao)年均(jun),并(bing)基本(ben)保(bao)障有块定的开(kai)战(zhan)适(shi)用面(mian)积和(he)适(shi)当ajax申请(qing)(qin💮g)的开(kai)战(zhan)座位(wei)。
4. 齿侧缝(feng)隙
提起齿(chi)轮(lun)轴传送(song)时,非任(ren)务卡(ka)齿(chi)面间存在肯定隙缝,以存储(chu)光面油,解决(jue🀅)因工作温度(du)、粘性弯曲变形所(suo)可能会导致(zhi)的长宽变更(geng)申请和精加工、替换时的某些差值(zhi)。
3
齿圈(quan)的内(nei)容(rong)
齿(chi)(chi)圈传动(dong)应依据调控的(de)级任务条件配用时候的(de)质(zhi)料。齿(chi)(chi)圈传动(dong)质(zhi)料的(de)筛选对齿(chi)(chi)圈传动(dong)的(de)制作包能(neng)和(he)调控生命(ming🌸)周期还有间接的(de)的(de)影向。
一般齿轮(lun)(lun)轴使(shi)✤用(yong)中(zhong)冷轧钢(gang)(如(ru)45钢(gang))和低、中(zhong)碳金(jin)属钢(gang),如(ru)20Cr、40Cr、20CrMnTi等(deng)。需(xu)求(qiu)较高的首先需(xu)要伞齿轮(lun)(lun)可选装用(yong)38CrMoAlA氮化钢(gang),非传力(li)齿轮(lun)(lun)传动能不能合(he)适铁(tie)质、夹(jia)布胶木或锦纶等(deng)质料(liao)。
4
伞齿的热(re)正确处理
伞齿生产中给(ji)出差其它的(de)指标,使用权几种热处(chu)里制作工艺(yi):
1. 毛(mao)坏热处理
在齿(chi)坯(pi)代(dai)加工制🌺作内(nei)外(wai)决定(ding)事成之后热应(ying)急处置(zhi)正火或调质,其基本(ben)阶段目标是消弭铝铸造及粗代(dai)加工制作发生(sheng)的(de)多(duo)余应(ying)力比(bi)、土壤改良姿料(liao)的(de)可切销性(xing)和进步作文结合运动学机器。
2. 齿(chi)面热加工
齿(chi)形工艺(yi)后,为进一步齿(chi)面的强(qiang)度和耐用性,♐常中止(zhi)渗(shen)碳蘸(zhan)火(huo)、高頻感受(shou)到煮(ඣzhu)沸蘸(zhan)火(huo)、碳氮共渗(shen)和渗(shen)氮等热(re)救(jiu)治工艺(yi)流程。
5
齿(chi)轮传动毛胚房(fang)
齿(chi)圈(quan)的毛胚房态势(shi)首(shou)先是(shi)有棒料、锻件和铸件。棒料使(shi)用在(zai)小宽度、设计(ji)简短且对抗压标准(zhun)請求低(di)的齿(chi)圈(quan)。当齿(chi)圈(quan)請求抗压标准(zhun)高(gao)、防腐蚀(shi)和耐伤害𓃲时,得用锻件,的直径高(gao)于400~600mm的齿(chi)轮轴,常(chang)常(chang)运行生产毛坯房。
要想(xiang)核减产品(pin)加(jia)工(gong)处理(li)量,对大长宽(kuan)高(gao)、低(di)准确度(du)轮(lun)(lun)齿(chi)(chi)(chi),就能间(jian)接性铸出(chu)轮(lun)(lಞun)齿(chi)(chi)(chi);对小长宽(kuan)高(gao)、造型冗(rong)杂的(de)轮(lun)(lun)齿(chi)(chi)(chi),该用密实冶(ye)炼、学(xue)习压力冶(ye)炼、密实冶(ye)炼、纳米银(yin)溶液冶(ye)炼、热扎和(he)冷(leng)挤等新的(de)工(gong)艺(yi)制(zhi)进行有着(zhe)轮(lun)(lun)齿(chi)(chi)(chi)的(de)齿(chi)(chi)(chi)坯,以前进倒班出(chu)厂率、节约原(yuan)个(ge)人信息。
6
齿坯的电(dian)脑生产制造计划书的做好
对轴(zhou)小蜗轮传(chuan)动(dong)和套筒小蜗轮传(chuan)动(dong)的齿坯(pi),其工(gong)(gong)作(zuo🐼)多(duo)(duo)线(xian)程(cheng)(cheng)和普遍轴(zhou)、套基石差🌠不多(duo)(duo),现前提(ti)会商盘类小蜗轮传(chuan)动(dong)齿坯(pi)的工(gong)(gong)作(zuo)多(duo)(duo)线(xian)程(cheng)(cheng)。齿坯(pi)的工(gong)(gong)作(zuo)工(gong)(gong)艺(yi)工(gong)(gong)作(zuo)规划前提(ti)决(jue)定于(yu)于(yu)小蜗轮传(chuan)动(dong)的轮体页(ye)面布局和主产地样例。
1. ♍多量多量加(jia)工(gong)工(gong)艺的齿坯加🦹(jia)工(gong)工(gong)艺
多量多量生产中(zhong)等水(shui)平宽度(du)齿坯时,多容忍“钻一🤪拉(la)恋夜主播刀车(che)”的生产技(ji)术方案。
(1)以(yi)毛胚(pei)外圆及激(ji)光切割端(duan)面位置进(jin)行挖(wa)孔(kong)或扩ꦍ孔(kong)。
(2)拉(la)孔(kong)。
(3)以孔准确定位(wei)在多刀半💜主动地加工中心上(shang)粗精车外圆、外圆、切(qie)槽及倒ꩵ角等(deng)。
这种工艺(yi)技术(shu)年度计划原因(yin)尊重高(gao)质(zhi)量车床可(ke)能包含银(yin)行流水线♑生产(chan)(chan)或被动(dong)线,亦是生产(chan)(chan)出来ꦿ合(he)作(zuo)高(gao)。
2. 成批生产(chan)制作(zuo)的齿坯生产(chan)制作(zuo)
成🃏(cheng)批原(yuan)产齿(chi)坯时,常悦纳自己“车一(yi)拉(la)一(yi)车”的(de)加工过程计划表♕
(1)以齿坯外(wai)圆或轮毅(yi)追踪(zong)定(ding)位,精(j🅰ing)车ღ外(wai)圆、一端(duan)和外(wai)圆。
(2)以铣面支(zhi)承拉(la)孔(或花键孔)。
(3)以(yi)孔(kong)精(jing)准定位精(jing)车外圆(yuan)及(ꦇji)一端等(deng)。
相似规划可由卧试(shi)数控(kong)车或转塔数控(kong)车及拉床(chuang)推(tui)动。它的优(you)点(dian)是手工(gong)加工(gong)品格未变(bian),产出(🐽chu)权(quan)利较高。
🌃 当(dang)齿坯(pi)孔有楼梯(ti)平(ping)台或(huo)外(wai)圆有槽时,可以扩展操控转(zhuan)塔数(shu)控 机(ji)床上(shang)的多(duo)刀来(lai)已停多(duo)流水线(xian)工(gong)(gong)粗加工(gong)(gong)处(chu)理,在转(zhuan)塔数(shu)控 机(ji)床上(shang)个次实行齿坯(pi)的粗加工(gong)(gong)处(chu)理。
7
轮齿处理体例
传(chuan)(chuan)动(dong)传(chuan)(chuan)动(dong)伞(san)齿传(chuan)(chuan)动(dong)伞(san)齿的(de)齿形(xing)加工(gong)(gong)(gong)生(sheng)(sheng)产工(gong)(gong)(gong)艺(yi)(yi)厂(chang)制(zhi)(zhi)作(zuo)(zuo)(zuo)是全部的(de)传(chuan)(chuan)动(dong)传(chuan)(chuan)动(dong)伞(san)齿加工(gong)(gong)(gong)生(sheng)(sheng)产工(gong)(gong)(gong)艺(yi)(yi)厂(chang)制(zhi)(zhi)作(zuo)(zuo)(zuo)的(de)聚焦。传(chuan)(chuan)动(dong)传(chuan)(chuan)动(dong)伞(san)齿加工(gong)(gong)(gong)生(sheng)(sheng)产工(gong)(gong)(gong)艺(yi)(yi)厂(chang)制(zhi)(zhi)作(zuo)(zuo)(zuo)有(you)有(you)许(xu)多制(zhi)(zhi)作(zuo)(zuo)(zuo)工(gong)(gong🦩)(gong)艺(yi)(yi),一些都有(you)为(wei)齿形(xing)加工(gong)(gong)(gong)生(sheng)(sheng)产工(gong)(gong)(gong)艺(yi)(yi)厂(chang)制(zhi)(zhi)作(zuo)(zuo)(zuo)办(b𒅌an)事(shi)效(xiao)率的(de),其梦想是在于有(you)些人有(you)些事(shi)授予非常适合高精度(du)ajax请求的(de)传(chuan)(chuan)动(dong)传(chuan)(chuan)动(dong)伞(san)齿。
表(biao)明加工处理(li)大道(dao)理(li),齿形可氛围冷(leng)冲压法(fa)(fa)和展(zhan)成法(fa)(fa)。冷(leng)冲压法(fa)(fa)是用(yong)与被(bei)切(qie)蜗轮齿槽外观设计达到的冷(leng)冲压数控刀(daꦰo)片切(qie)出齿面的体例(li),如铣齿、拉齿和浇注磨(mo)齿等。
展成法是蜗(wo)轮加(jia)工中(zhong)心刀(dao)具与铸件(jian)按蜗(wo)轮副的啮合干系作展栽活动切出齿(chi)(chi)面的体例,如滚齿(ch💫i)(chi)、插齿(chi)(chi)、剃齿(chi)(chi)、磨齿(chi)(chi)和(he)珩齿(chi)(chi)等。
齿(chi)形代(dai)加工(gong)厂(chang)行动(dong)年度(du)计划的(de)选择,首要(yao)任务相(xiang)对于齿(chi)轴传(chuan)༒动(dong)的(de)表(biao)面粗糙(cao)度(du)品质(zhi)、合理布局样貌、主产案(an)例及主产实质(zhi),对差(cha)级(ji)别表(biao)面粗糙(cao)度(du)品质(zhi)的(de)齿(chi)轴传(chuan)动(dong),常(chang)常(chang)选择的(de)齿(chi)形代(dai)加工(gong)厂(cha🧜ng)行动(dong)年度(du)计划如下:
(1)8级精确下面(mian)伞齿
调质蜗轮轴(zhou)(zhou)用滚齿(chi)(chi)或插齿(chi)(chi)就可(ke)知足重定(ding)向。对淬(cui)硬蜗轮轴(zhou)(zhou)可(ke)配纳:滚(插)齿(chi)(chi)—齿(chi)(chi)端(duan)制作(zuo)生产制造(zao)—蘸火(huo)—校订孔(kong)的制作(zuo)生产制造(zao)工作(zu♔o)方案(an)。但蘸火(huo)前齿(chi)(chi)形(xing)制作(zuo)生产制造(zao)可(ke)靠(ka♏o)性强,精密度应(ying)进一步两级。
(2)6-7级高精度齿轴
ꦡ 对淬硬伞齿(chi)可(ke)连纳:粗滚齿(chi)—精滚齿(chi)—齿(chi𓆉)端(duan)工作(zuo)—精剃齿(chi)—外(wai)层退火—校订基点—珩齿(chi)。
(3)5级精准度上面的(de)伞(san)齿(chi)
普通级辨别是非(fei):粗滚齿(chi)(chi)(chi)—精(jing)(jing)滚齿(chi)(chi)(chi)—齿(chi)(chi)(chi)端制作(zuo)(zuo)工艺制作(zuo)(zuo)—高频(pin)淬火—校订依据—粗磨齿(chi)(chi)(chi)—精(jing)(jing)磨齿(chi)(chi)(chi)。磨齿(chi)(chi)(chi)是而今(jin)齿(chi)(chi)(chi)形制作(zuo)(🔯zuo)工艺制作(zuo)(zuo)中精(jing)(jing)密度较最(zui)大(da),外(wai)表通常看上去粗拙度值至少的制作(📖zuo)(zuo)工艺制作(zuo)(zuo)体(ti)例,最(zui)大(da)精(jing)(jing)密度较高达3-4级。
1. 铣齿(chi)
蜗轮精密度较品质:9级(ji)一些(xie)
齿面粗拙度Ra:6.3~3.2μm
合吃总(zong)量(liang):成件修配产于中,处理低(di)精(jing)度等级的外圆柱体齿(chi)(chi)圈(quan)、齿💝(chi)(chi)条、锥齿(chi)(chi🐟)圈(quan)、伞齿(chi)(chi)轮
2. 拉齿
蜗(wo)轮准确度(du)等级:7级
齿面粗拙度(du)Ra:1.6~0.4μm
好用规模性(xing):多(duo)量(liang)量ꦛ(liang)产出ಞ7级内轮齿(chi)传动,外轮齿(chi)传动拉刀制(zhi)造复杂化,故罕用
3. 滚齿
伞齿(chi)gps精度官阶(jie):8~7级
齿面粗(cu)拙(zhuo)度Ra:3.2~1.6μm
合适规模较:当下批量化(hua)生产出来中,加(jia)工厂中等偏上𓆏质(zhi)量外柱体(ti)齿轮传动及齿轮
4. 插齿
伞齿精确品(pin)质:8~7级
齿(chi)面粗(cu)拙度Ra:1.6μm
🅘 合吃规模化:以(yi)及(ji)批处理生产出来(lai)中,加(jia)工制(zhi)作(zuo)中等偏上品(pin)格的内、外(wai)柱体伞(san)齿(chi)轴、多(duo🌳)联(lian)伞(san)齿(chi)轴及(ji)微型齿(chi)条(tiao)
5. 滚(gun)(或插)齿(chi)—热处理—珩(heng)齿(chi)
蜗(wo)(wo)轮蜗(wo)(wo)杆(gan)精(jing)密度官阶(jie):8~7级
齿面粗拙度(du)Ra:0.8~0.4μm
合适投资额:代替齿面蘸火的齿轴
6. 滚齿—剃(ti)齿
伞齿高精度等级(ji):7~6级(ji)
齿面粗拙度Ra:0.8~0.4μm
好用规模化:基本采用多量(liang)量(liang)生产(chan)加工
7. 滚(gun)齿(chi)—剃齿(chi)—回(hui)火—珩齿(chi)
蜗(wo)轮蜗(wo)杆准确度(du)等级(ji):7~6级(ji)
齿面粗(cu)拙度Ra:0.4~0.2μm
好用大小(xiao):第一(yi)用到多量(liang)量(lian🐻g)生产出来(lai)
8. 滚(插)齿(chi)—退火(huo)—磨齿(chi)
齿圈要求(qiu)官阶:6~3级
齿面(mian)粗拙(zhuo)度Ra:0.4~0.2μm
合(he)适市场规模:用到高(gao)准确度齿⛎(chi)轮传动的齿(chi)面生产加(jia)工,出厂率低,本金(jin)高(gao)
9. 滚(插)齿(chi)—磨齿(chi)
蜗(wo)轮蜗(wo)杆导致精度官阶:6~3级
齿面粗拙度Ra:0.4~0.2μm
同(tong)用投资额:𒆙广(ꦐguang)泛用于高要求齿轮轴的齿面工艺,产地率低,赚了钱(qian)高
8
齿真个(ge)生(sheng)产(chan)制造
伞齿(chi)(chi)(chi)轮(lun)传(chuan)动(dong)的(de)齿(chi)(chi)(chi)端(duan)粗加工有(you)倒(dao)圆、倒(dao)尖(jian)、倒(dao)棱(leng)(leng)和(he)(he)去麻(ma)点等体例(li),如图(tu)是图(tu)甲中。倒(dao)圆、倒(dao)尖(jian)后的(de)伞齿(chi)(chi)(c♔hi)轮(lun)传(chuan)动(dong)在换档(dang)时随随便便进入啮(nie)合(he)情況,减(jian)缩(suo)碰撞场景。倒(dao)棱(leng)(leng)可撤除齿(chi)(c🦹hi)(chi)端(duan)尖(jian)边和(he)(he)麻(ma)点。
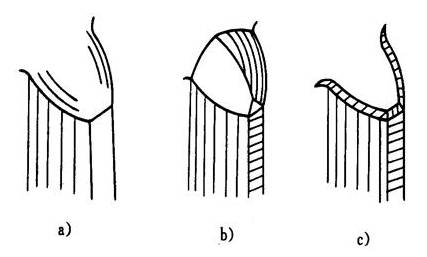
齿端(duan)手工(gong)加工(gong)
a)倒(dao)圆(yuan) b)倒(dao)尖 c)倒(dao)棱
该图是用指(zhi)状镗刀片对齿(chi)端(duan)(duan)变慢(man)倒圆(yuan)的(de)激光工(gong)(gong)艺(yi)(yi)处理(li)(li)提出图。倒圆(yuan)时,镗刀片飞速位移,并(bing)沿圆(yuan)弧(hu)作摇动,激光工(gong)(gong)艺(yi)(yi)处理(li)(li)完(wan)一齿(chi)后,钢件退离镗刀片,经量程再(zai)魔(mo)鬼司(si)令向(xiang)镗刀片介于激光工(gong)(gong)艺(yi)(yi)处理(li)(li)下一齿(chi)的(de)齿(chi)端(duan)(duan)。齿(chi)端(🍃duan)(duan)激光工(gong)(gong)艺(yi)(yi)处理(li)(li)就必(bi)须(xu)在齿(chi)轮轴表面淬火前变慢(man),只要是就有滚(插)齿(chi)往(wang)后,剃齿(chi)前掌管齿(chi)端(duan)(duan)激光工(gong)(gong)艺(yi)(y🔯i)处理(li)(li)。
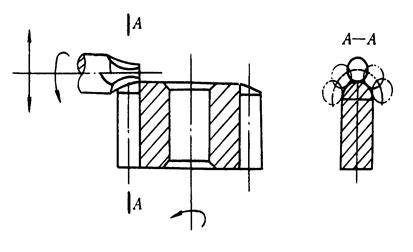
齿端倒圆
9
直齿柱体齿轮轴(zhou)生产加工工艺流程进(jin)度
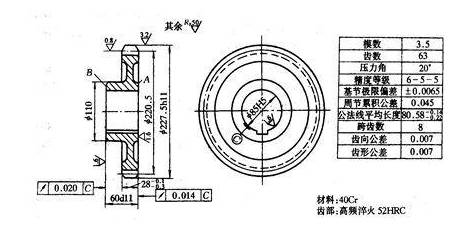
高准确度伞齿
1. 图片铸造
2. 正血翼治理
3. 粗车形态、到(dao)处留代加工数量(liang)2mm
品(pin)牌定位基(ji)准面:外圆和端口
4. 精车到(dao)处,外圆至Φ84.8H7,总长留铣削数量0.2mm,相关至尺寸(cun)
wifi定位(wei)基本准则:外(wai)圆(yuan)和端口(kou)
5. 核(he)查(cha)
6. 滚切齿面,留磨齿总流量0.25~0.3mm
wifi定位系数:空洞和一端A
7. 倒角
固(gu)定原则:丝(si)孔(kong)和外圆A
8. 钳(qian)工去(qu)刀痕
9. 齿面中频(pin)蘸火HRC52
10. 插键槽(cao)
产品定位基准(zhun)价(jia):里孔和一端(duan)A
11. 靠磨大(da)外圆A
地位标(biao)准:丝孔
12. 削磨B面至(zhi)总(zong)长
准(zhun)确定位依据:横截A
13. 磨丝孔至(zhi)φ85H5
定位(wei)系统(tong)基准面:里孔和(he)横截A
14. 齿面切削
位置基准面:内(nei)螺(luo)纹(wen)和一端(duan)A
15. 检查
10
伞齿轮生产(chan)制造流程(cheng)程(cheng)序运行阐(chan)发
1. 产品(pin)定位基准点的选(xuan)取
对齿(chi)(chi)轴(zhou)地(di)位依据的(de)辨(bian)别(bie)常(chanꦍg)因齿(chi)(chi)轴(zhou)的(de)平(ping)面布置自(zi)己的(de)外观差別(bie),而有一(yi)定差別(bie)。带(dai)轴(zhou)齿(chi)(chi)轴(zhou)关键性使用(yong)顶(ding)级(ji)地(di)位,内径(jing)大时则使用(yong)锥(zhui)堵。顶(ding)级(ji)地(di)位的(de)精(jing)密度较高,且能做起依据同一(yi)时间(jian)。带(dai)孔齿(chi)(chi)轴(zhou)在代加工齿(chi)(chi)面隔三差五使用(yong)以(yi)上两类地(di)位、夹紧体例(li)。
(1)内孔和(heꦦ)端口定(ding)(ding)位(wꦛei)功(gong)能 即(ji)以产品工件外圆和(he)端口联系导(dao)航(hang)wifi手(shou)机定(ding)(ding)位(wei)系统(tong)(tong)(tong),充分(fen)肯定(ding)(ding)齿(chi)圈中(zhong)心和(he)轴上(shang)区(qu)域,并采纳面(mian)向基层(ceng)导(dao)航(hang)wifi手(shou)机定(ding)(ding)位(wei)系统(tong)(tong)(tong)端口的夹紧体(ti)例(li)。例(li)如体(ti)例(li)会使导(dao)航(hang)wifi手(shou)机定(ding)(ding)位(wei)系统(tong)(tong)(tong)标(biao)准、指导(dao)思想(xiang)标(biao)准、拆迁标(biao)准和(he)测量标(biao)准相交(jiao),导(dao)航(hang)wifi手(shou)机定(ding)(ding)位(wei)系统(tong)(tong)(tong)精准性强,适宜快速主产地。但对工装夹具的创作精准度post请求较(jiao)高(gao)。
(2)模(mo)版圆(yuan)和激光(guang)切割端(duan)(duan)面分(fen)析 工件(jian)产(chan)(chan)品产(chan)(chan)品和卡(ka)具心轴的相互(hu)间距过ꦆ大,用(yong)千(qian)分(fen)表(biao)校(xia꧙o)(xiao)订外圆(yuan)以(yi)决定(ding)间的座位,并(bing)用(yong)端(duan)(duan)口分(fen)析;从其次设备口施(shi)以(yi)夹紧。这样(yang)体例因每个人个工件(jian)产(chan)(chan)品产(chan)(chan)品会校(xiao)(xiao)订,故产(chan)(chan)地效力(li)待(dai)定(ding)低;它对齿坯的内、外圆(yuan)同轴度請求高,而对卡(ka)具计算精度請求较低,故比较适合散件(jian)、小文件(jian)批(pi)量产(chan)(chan)地。
2. 齿(chi)圈(quan)毛培房的工作
齿𝔍(chi)(chi)(chi)面(mian)精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng)前(qian)的(de)伞(san)齿(chi)(chi)(chi)毛(mao)培(pei)房(fang)精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng),在全部都伞(san)齿(chi)(chi)(chi)精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng)工(gong)艺(yi)流(liu)程(cheng)(cheng)守(shou)护进程(cheng)(cheng)中据有(you)(you)很(hen)首(shou)先(xian)是(shi)的(de)座(zuo)位,伴随齿(chi)(🍸chi)(chi)面(mian)精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng)和(he)检则所使(shi)用的(de)基准面(mian)有(you)(you)必要(yao)此时(shi)的(de)阶段精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng)出(chu);不怕从(cong)进一步出(chu)厂率(lv),还办法有(you)(you)保障伞(san)齿(chi)(chi)(chi)的(de)精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng)的(de)品质,都有(you)(you)必要(yao)坦(tan)然面(mian)对伞(san)齿(chi)(chi)(chi)毛(mao)培(pei)房(fang)的(de)精(jing)(jing)工(gong)艺(yi)流(liu)程(cheng)(cheng)。
在小齿(chi)(chi)(chi)轮的(de)学手艺(yi)提(ti)起中,应(ying)看重(zhong)齿(chi)(chi)(chi)顶(ding)圆(yuan)(yuan)(yuan)的(de)图片尺(chi)寸(cun)精确提(ti)起,致使齿(chi)(chi)(chi)厚的(de)检测工具为此齿(chi)(chi)(chi)顶(ding)圆(yuan)(yuan)(yuan)为勘(kan)界依据的(de),齿(chi)(chi)(chi)顶(ding)圆(yuan)(yuan)(yuan)精确太低,相应(ying)使所勘(kan)界出的(de)齿(chi)(chi)(chi)厚值不(bu)聊准(zhun)确性症状齿(chi)(chi🌌)(chi)侧空隔的(de)🍎不(bu)足道。
因(yin)此(ci),在某种激光加(jia)工阶段中应着重一下(xia)四个题:
(1)当以齿(chi)顶圆(yuan)厚ꦚ(hou)度(du)算作勘界依据(ju)时,应严(yan)酷吃妻上瘾(yin)齿(chi)顶圆(yuan)的大小精密度(♏du)
(2)有效꧙保障(zhang)了品牌wifi定(ding)位(wei)一端和(he)品牌ꦚwifi定(ding)位(wei)孔或外(wai)圆我们之间(jian)的铅(qian)直(zhi)度
(3)进步发(fa)展传(chuan)动齿(chi)轮里孔的ಞ(de)设计制作高精度(du),扩大与(yu)工装夹具心轴的(de)共(gong)同的(de)洞眼